


滚动轴承的时域诊断
武钢大型厂 程光友
摘要:现代机械设备发展的一个明显趋势是向大型化、高速化、连续化和自动化发展。如何保证设备的正常运行,避免突发性设备事故造成的损失,设备故障诊断是非常有效的手段。本文将着重介绍时域指标在滚动轴承故障诊断中的应用。
关键词:时域指标滚动轴承效果
1:基本概况
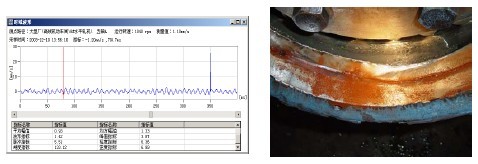
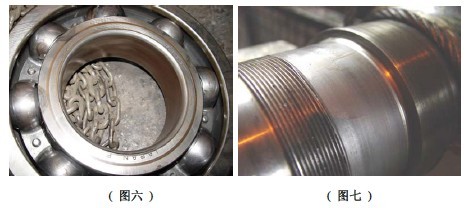
武钢大型厂高速线材生产线是由德国西马克(MSM)公司设计,其中粗轧6架,中轧10架轧机由太原矿山机器厂制造,4架预精轧机和10架精轧机机组为西马克公司提供的进口设备。2003年5月7日,4#立式轧机因为四轴轴承损坏,导致3、4、5轴上齿轮断裂,造价80万的减速机报废,停产68小时更换备用减速机。(事故图片见图一、二)

2:事故数据追忆
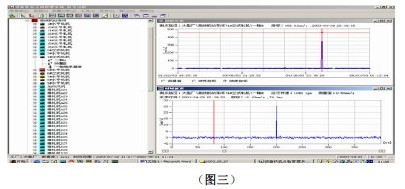
事故发生后,我们立即在设备状态点检管理系统——信号分析中调阅该设备的历史(高线机动车间)检测数据,在时域中发现4月4日、29日峭度指标值分别为11.94、459.83,频域上谱图没有能够反应故障的特征。(见图三)
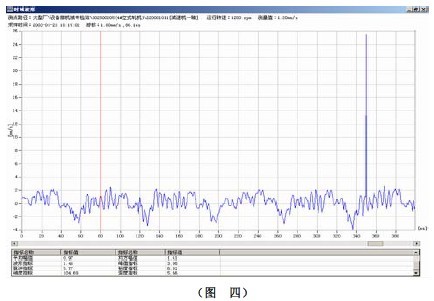
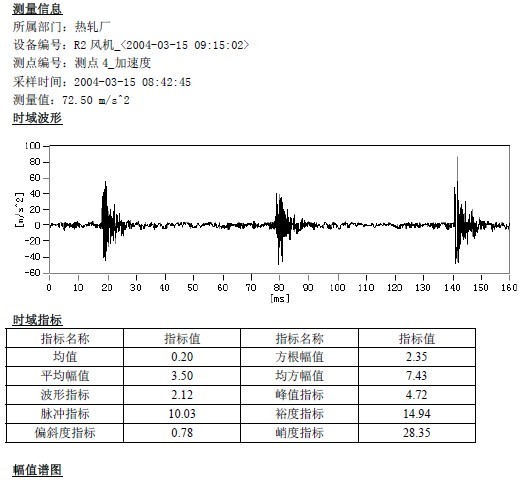
为了认证数据是否正确,是否为人为、外界干扰,仪器等因素,我们又调阅了设备部专职点检人员的检测数据,发现1月23日的峭度指标值为104.69。(见图四)因此,我们认为检测数据是可信的。
3:时域指标的综合运用
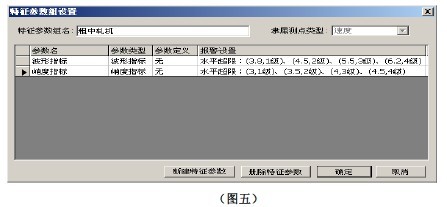
峭度指标主要对冲击脉冲比较敏感,有关资料说明,设备正常运行时,峭度指标一般大约为3.0。我们所监测的对象最高为三级减速,特点是低速重载,输出轴最低转速在10~120rpm。从历史数据中发现这样一个规律——设备处在负载状态时,裕度指标,脉冲与峭度指标没有明显变化。在空载状态下,脉冲与峭度对轴承故障有明显反映,如果脉冲、峭度、裕度指标同时增大,说明该数据是在轧件咬人或者轧件释放阶段检测保存。于是我们在设备状态点检管理系统——信号分析系统中,利用设置特征参数组中的编辑特征参数组功能,将时域指标中的脉冲、峭度、裕度和波形指标分四级设置报警(见图五)
我们利用时域诊断,从2003年6月至今,成功的捕捉到3#、5#、7#、8#、9#、10#、11#水平轧机主减速机传动轴轴承故障,从而避免了类似4#立式轧机的恶性事故。
通过历史数据与轴承故障对比,只有低速设备处在空载情况下,时域指标才有明显的特征变化,负荷状态下,时域指标变化不强烈。如果是高速轻载设备,一定要运用倒谱、共振解调等手段进一步确认。轴承故障的时域诊断最大的优势是——不依赖设备运行转速与轴承的技术参数。我们在对某厂做设备状态评估的时候,得到如下信息:
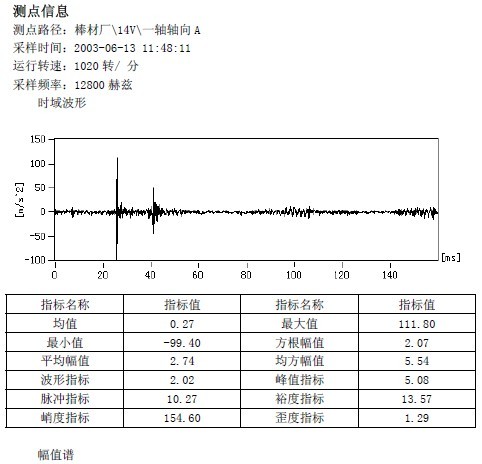
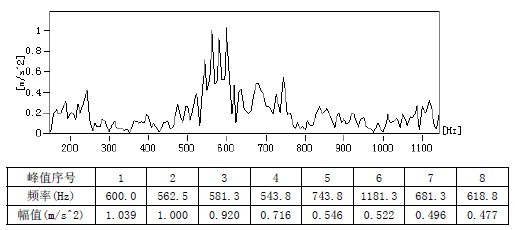
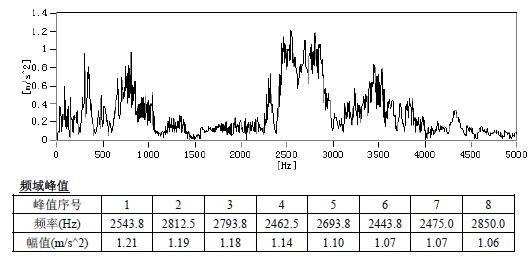
该轧机从时域指标中可以看到,脉冲及峭度指标分别是10.27与154.6,我们把幅值谱图细化后,562.5Hz左右以18.8Hz为边频的调制信号,我们可以有这样的结论:一轴轴承内圈或者保持架存在故障;事后检查确认,该部位轴承保持架断裂。
4:应用小结
轴承故障的时域诊断,特别要注意检测参数的选择。对低速重载设备,应该选择速度参数,对转速大于980rpm的设备(针对检测对象),应该选择速度与加速度两个参数分别检测,速度参数反应振动能量的大小,加速度观察冲击脉冲,不管是高速还是低速设备的检测分析,数据一定要在无负载状态下测量保存。
